广州有限元培训学校_金属膜片变形的数值有限元分析
属膜片贮箱是当前航天领域重点研究的一种空间推进剂管理装置,它借助增压气体对金属膜片的挤压而引起的膜片变形实现对推进剂的有效管理和正常供应。膜片的变形经历从上半球翻转到下半球的弹塑性大变形,此过程的稳定性成为衡量贮箱管理能力的关键指标。目前国内外有关金属膜片设计与变形研究公开发表的资料并不多见。文献[1]~[2]分别基于经验拟合公式和弹塑性变形理论研究了膜片材料、几何形状、重量、压力和厚度等为参数的膜片变形分析和优化程序。文献[3]则采用旋转对称壳体的变矩理论分析了贮箱正向排放过程膜片的变形。文献[4]着重分析了边界条件及几何形状对膜片顶部球形膜片结构变形的影响。
文献[5]利用数值模拟分析方法对某锥柱形未加筋金属膜片的变形过程进行了数值仿真分析,并将分析结果与试验进行了对比(图 1),验证了数值模拟方法在此分析中的准确性。本文在文献[5]研究的基础上利用数值方法模拟某锥柱形加筋金属膜片的变形过程,并对仿真结果进行分析,进一步总结膜片翻转过程中几何、压差和应力的变化规律,确定膜片的变形机理及可能失效的原因,从而减少了试验次数,大大节约了试验成本,为膜片的生产设计提供参考依据。上海某航天研究所在本文仿真分析规律的基础上成功地将锥柱形加筋金属膜片应用到了实践生产设计中。
2 有限元模型及边界条件的建立
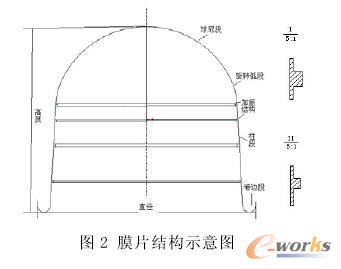
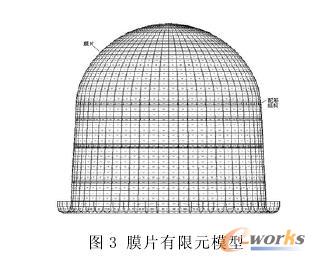
膜片的结构如图 2 所示,膜片由下端的弯边、柱段、旋转弧段和球冠段组成。为增加球壳刚度足够大,不在柱段翻转前失稳,膜片采用了变曲率变厚度的设计方案,膜片球壳段与柱段都采用均匀厚度(两者有一差值,用△d表示),且其内侧环向配置有矩形截面筋,由两种不同的尺寸构成(如图)。在几何模型的基础上采用MSC.Patran软件对膜片进行网格划分,如图 3 所示。膜片的厚度相对于其结构尺寸较小且变化均匀,故用四节点四边形壳单元对模型进行网格划分,环向筋直接采用体单元划分。由于膜片卷边外边缘与贮箱箱体交界处是焊接结构,故此处作为固支边界处理。此外膜片是在外表面增压气体(P外)与内表面液体推进剂(P内)共同作用下发生的翻转变形(P外>P内),因此将外载荷简化为作用在外表面的压力差(△ P=P外-P内)。根据文献[5]试验情况,本文取压力差△P =0.25Mpa。
片的材料为铝,其机械性能为:抗拉强度σ b = 70 ± 5Mpa,屈服强度 σ 0.2 =30Mpa,弹性 模量 E=6.9Gpa,泊松比 μ = 0.3。该膜片变形属于典型的组合非线性问题,涉及参数较多, 求解复杂,计算量大,分析时采用 Von Mises 屈服准则,线性硬化模型。
3 膜片排放过程的数值仿真及分析
3.1 膜片排放过程的数值模拟
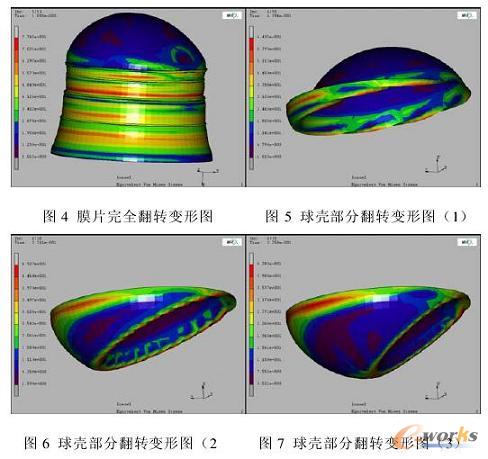
本文通过 MSC.Marc 非线性有限元软件对上述建立的有限元模型进行了模拟和仿真得到了膜片结构在不同时刻的变形云图,如图 4~7 所示。可以看出膜片在 0.25Mpa 的压力作用下实现了完全翻转(图 4),但是膜片在下翻过程中球壳部分并不是呈轴对称有序翻转,而是从单侧进行翻转的(图 5~7),而且柱段翻转完毕之前,膜片的横向摆动幅度较大达10.6cm,理论上来说横摆过大容易造成膜片侧倾失稳,很难增加在太空复杂环境下的工作稳定性。在柱段翻转完毕时,膜片的较大压力达到了 0.215Mpa,并且通过大量仿真分析表明,膜片压力只要能达到柱端翻转完毕之前出现的较大压力就能够增加膜片球壳部分的顺利翻转,故而试验工作要求的较小压力就是柱段翻转完毕的较大压力。翻转过程中,当压力为0.1033Mpa 时,膜片的较大等效应力为 88.52Mpa,高出了铝的较大极限应力,故而即使能翻转膜片也将破裂。
3.2 膜片翻转过程的规律分析
为了更充分地研究膜片翻转变形的规律,本文在上述模型(定义为Ⅰ型模型)的基础上过一系列变化得出了三种模型(Ⅱ型、Ⅲ型、Ⅳ型):Ⅱ型是针对Ⅰ型模型在柱段翻转前的厚度,使膜片厚度由球壳顶部到柱段的变化更均匀,厚度差值降为△d/2,以期能获得较小的横向摆动;Ⅲ型是在Ⅰ型的基础上将球壳部分加了三条环向筋而成,主要目的是增大球壳部分的刚度,使其顺利有序的翻转;Ⅳ型是在Ⅰ型的基础上去掉*一条筋和第三条筋(由下至上的顺序)而成,主要目的是减小结构刚度,降低翻转的较大压力和等效应力。
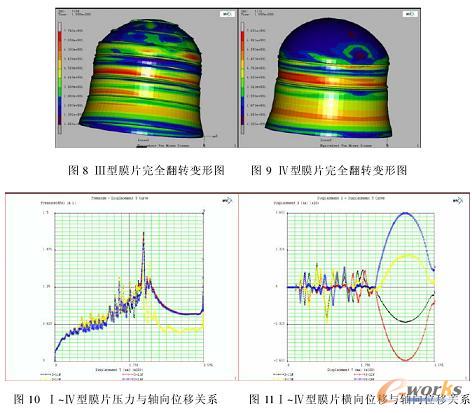
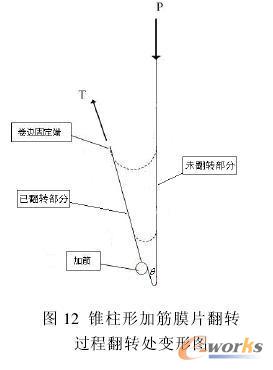
通过对Ⅱ~Ⅳ型模型的数值模拟,三种膜片都实现了翻转,Ⅱ型的变形过程与较大压力与Ⅰ型基本相同,Ⅲ型、Ⅳ型膜片的完全翻转如图 8、9 所示。当然,Ⅱ型膜片的变形过程也有一些不同于Ⅰ型之处:通过图 10 可以看出在膜片下降约 180mm 时,Ⅱ型的压力下降幅小于Ⅰ型;图 11 则表明在柱段翻转完毕前其横向摆幅比Ⅰ型减少了近 4mm。这说明了膜片厚度采用较均匀变化的设计起到了较好的效果,所以在Ⅲ、Ⅳ型模型仿真过程中继续采用了这一设计方案。Ⅲ型膜片变形的特点是膜片的较大压力较Ⅰ型有了明显的下降(图 10),且膜片球壳部分在短距离上实现了对称翻转,说明球壳部分的加筋起到了预期的效果,但是在翻转过程中膜片的较大应力没有减小,当压力为 0.115Mpa 时达到了 88.74Mpa。Ⅳ型虽然仅加了两根筋,实现了翻转,但与Ⅰ型相比在变形过程中其压力及等效应力仅有很小的变化(图 10)。
3.3 膜片变形失效机理分析
以上仿真分析表明:在该柱段锥角下的加筋膜片均能实现翻转,而且环向加筋的数量对结构的性能和变形的过程影响并不大,膜片的较大等效应力并没有得到很好的控制以致失效。观察图 10 可以看出Ⅰ~Ⅳ型膜
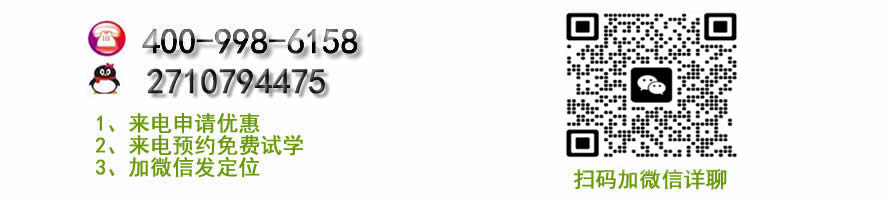
片在轴向较大位移约为 215mm 时,压差增加较快,这必然导致了膜片等效应力的增加。从中分析原因我们发现,在加筋实现翻转后,翻转部位的环向刚度变大,同时结构的径向内力也增大,使得已翻转膜片具有往径向紧缩的趋势(如图 12 所示),迫使已翻转部分与翻转部分的夹角θ 变小。若要使膜片继续翻转,相应的压差*增大;而且若弯边半径过小,θ 减小的速度会更加迅速,这必然会导致膜片应力的不断增加,直至超过材料极限强度,使材料破裂。故而比较关键的问题在于增加θ 不能过小,据此分析及相关工程经验,通过减小加筋刚度,增大弯边半径,适当的增加柱段锥角都可以有效的改善结构性能。
4 结论
通过对上述Ⅰ~Ⅳ型膜片排放过程各阶段结构变形和压差变化的仿真分析,可以得出以下结论:
(1)采用有限元方法可以比较准确的模拟锥柱形加筋金属膜片的变形过程。
(2)在设计中膜片厚度的平缓、均匀变化能有效地减小柱段翻转前的横摆。
(3)膜片球壳部分加筋可使球壳部分翻转更加对称有序。
(4)减少柱段加筋数量对膜片的结构性能影响较小。
(5)加筋部分翻转时导致等效应力过大是该型膜片失效的主要原因。
(6)在增加推进剂容量的同时,适当减小加筋刚度,增大弯边半径,增加柱段锥角都能减小等效应力。
(7)本文结果可供设计参考,同时也为锥柱形加筋膜片的生产和应用提供了相关的依据。
更多培训课程,学习资讯,课程优惠等学校信息,请进入 广州有道计算机科技有限公司 网站详细了解,免费咨询电话:400-998-6158